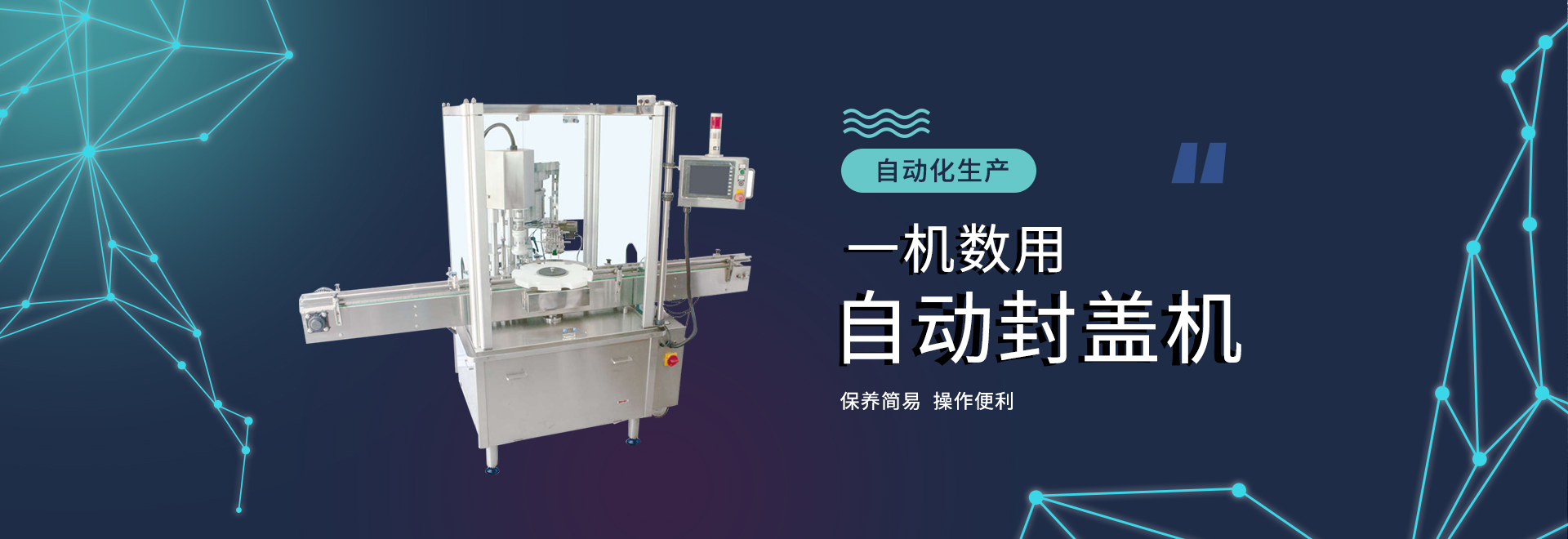

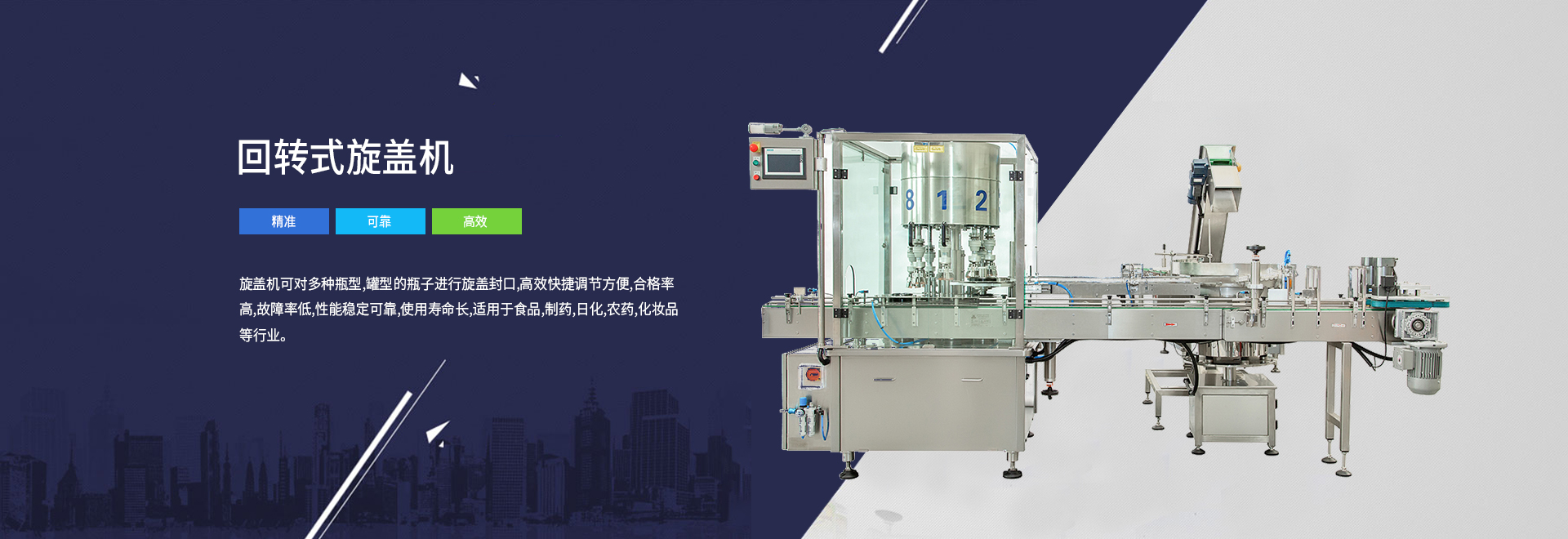
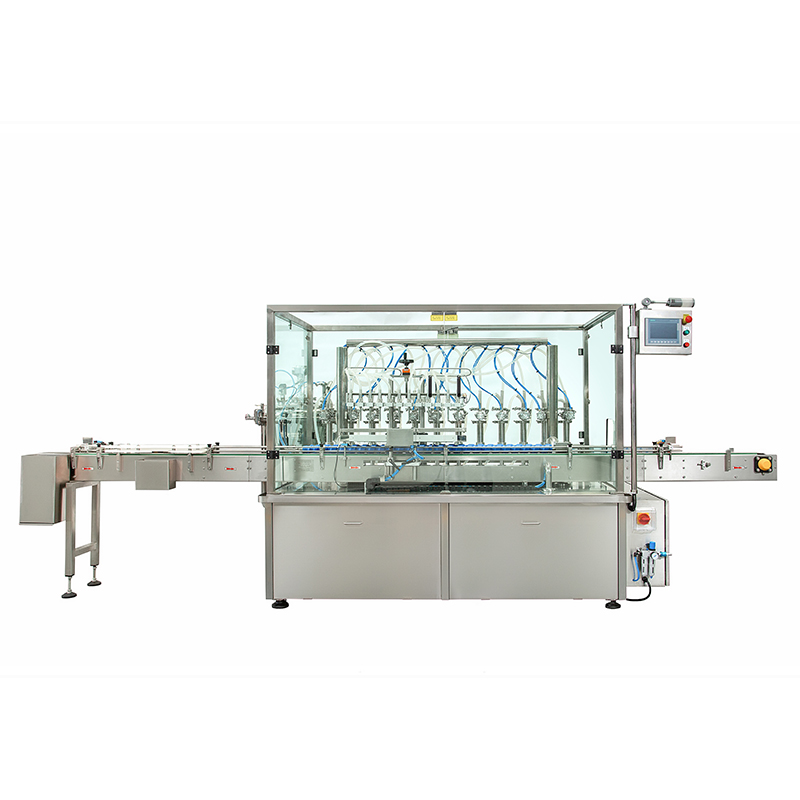


上海香蕉视频成人機械有限公司是一家專(zhuān)業設計、製造、銷售包裝流水線(xiàn)於一體的生產企業,主要生產、銷售產品有:自動液體充填(tián)機、自動封瓶蓋機、自動旋蓋機、自動貼標簽(qiān)機、自動充填(tián)內塞外蓋機、自動裝盒機、自動粉末充(chōng)填機等係列產品。
總公司台灣(wān)香蕉视频成人機械有限公司成立於1972年,至今已近40多年的製造經驗,設備(bèi)通過製藥GMP的認證。40多(duō)年的(de)風風雨雨,香蕉视频成人針對不同行業不同產(chǎn)品的不同要求,從機械結構、材質選配、電路設計、智(zhì)能化控製等方(fāng)麵進行(háng)研製和開發、生產,不斷改進、不斷更新,以更優化、更完善(shàn)、更(gèng)接近人性化的設計理念、結構展(zhǎn)示於客戶。30年實踐考驗(yàn),香蕉视频成人以其(qí)高(gāo)品質(zhì)的選材,高(gāo)精密度的製造,人性化的結構設計以及周(zhōu)到的服務贏得客(kè)戶的一致稱讚和肯定。
香蕉视频成人的產品主要(yào)用於食品、醫藥、日化用品、農(nóng)藥及精細化工行業的產(chǎn)品包裝。產品行(háng)銷東南亞、美國、俄羅斯、中東等數十個國家和地區,在台灣名列同類產品(pǐn)的首位。在大陸也有很好的銷售業績。公司為了能夠更好服務於大陸用戶,2001年在上海注冊成立(lì)上(shàng)海香蕉视频成人(zhèng)機(jī)械有限公(gōng)司,以一貫(guàn)嚴格的質量管理,生(shēng)產符合業界需求的設備。香蕉视频成人將(jiāng)秉(bǐng)承優良(liáng)的品質、完善的服務與您(nín)共創包裝新的領域。